In the modern era of industrial manufacturing, the demand for Custom Mixing Equipment has transcended basic agitation. As a premier manufacturer and supplier, we recognize that the global landscape is shifting toward high-shear homogenization, vacuum processing, and smart automation. The cosmetics, pharmaceutical, and food industries are currently facing a paradigm shift where product stability and micron-level uniformity are no longer luxuries—they are regulatory and consumer-driven necessities.
Today, "mixing" involves complex rheological challenges. From viscous creams to sensitive pharmaceutical emulsions, the equipment must ensure a stable suspension of ingredients. Global market trends indicate a CAGR of 5.8% in the industrial mixer sector, driven largely by the expansion of the personal care industry in the Asia-Pacific region and the stringent FDA/GMP requirements in North America and Europe.
Standardized mixers often fail to meet the specific viscosity, temperature sensitivity, and chemical compatibility requirements of high-end products. Custom mixing equipment allows for adjustable shear rates, specialized impeller designs (such as anchor agitators with scrapers), and integrated vacuum systems that eliminate aeration—a critical factor in extending the shelf life of organic cosmetics and pharmaceutical ointments.
Bespoke designs by senior engineers ensuring the mechanical integrity and process efficiency of every mixer.
Adhering to ISO9001 and CE certifications. Every machine undergoes rigorous FAT (Factory Acceptance Testing).
Optimized supply chain management ensuring that large-scale industrial projects stay on schedule.

As a leading China-based manufacturer, SINAEKATO leverages the world's most robust industrial ecosystem. Our factory, located in the heart of the manufacturing hub, provides unique advantages that European or American competitors often struggle to match:

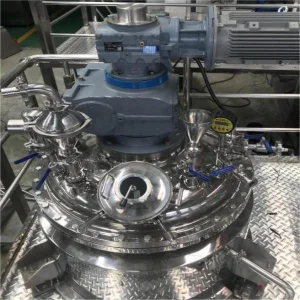
The gold standard for creams and lotions, utilizing bottom homogenizers and vacuum deaeration.

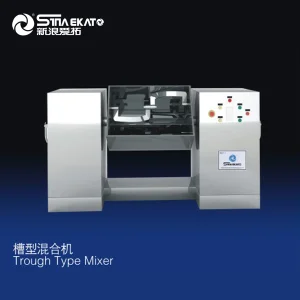
Designed for shampoo and detergents, focusing on high-volume throughput and easy cleaning.

Precision filtering and chilling systems to ensure crystal clear fragrance production.

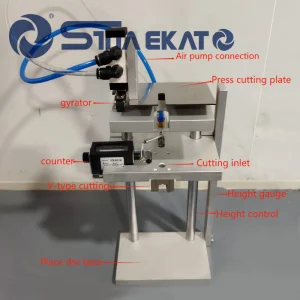
Automatic and semi-auto solutions for diverse viscosity ranges and container types.

Sanitary grade stainless steel tanks with heating/cooling jackets and stirring options.
Our custom mixing equipment is deployed across various continents, each with unique operational environments:
Integration with fully automated filling lines and Industry 4.0 data tracking for high-end skincare brands.
Small-batch vacuum mixers used for R&D and clinical trial production of sterile ointments.
Robust, easy-to-maintain liquid mixers for large-scale production of soaps and detergents in developing markets.
The industry is moving toward "Intelligent Mixing". We are currently developing systems that feature:
For global procurement officers, the focus has shifted from "Initial Purchase Price" to "Total Cost of Ownership (TCO)". Our machines are designed for longevity, with a 15+ year operational lifespan and minimal spare parts requirements.
 UK Project
UK Project Japan Project
Japan Project Dubai Project
Dubai Project Belgium Project
Belgium ProjectTrusted by Industry Leaders: We have collaborated with some of the most recognized brands in the world, providing them with the competitive edge needed in today’s fast-paced market.