The global landscape for Industrial Mixer Mixing Tanks is undergoing a seismic shift towards digitalization and sustainability. In the context of Industry 4.0, the mixing tank is no longer a passive vessel but an intelligent node in a connected production line. High-shear mixers and agitator-equipped chemical mixing equipment are now integrated with IoT sensors that monitor viscosity, temperature, and torque in real-time, ensuring optimal energy consumption and zero-batch failure rates.
Manufacturers are increasingly focusing on "Green Chemistry"—designing tanks that reduce water usage during CIP (Clean-In-Place) cycles and utilizing advanced fluid dynamics (CFD) to minimize power consumption of the agitator motors. The demand for pharmaceutical-grade stainless steel (316L) and specialized coatings is also surging as global health standards become more stringent.
For procurement directors in North America, Europe, and Southeast Asia, the decision to invest in a Chemical Mixing Equipment Manufacturer often hinges on more than just the price. There is a growing emphasis on Total Cost of Ownership (TCO), which includes maintenance accessibility, spare parts availability, and long-term efficiency. Buyers are looking for partners who provide detailed FAT (Factory Acceptance Testing) and documentation that complies with FDA/GMP standards.
SinaEkato understands these global requirements, providing a seamless bridge between high-end engineering and cost-effective manufacturing. Our strategic location and Hong Kong presence facilitate international logistics and financial compliance, making us a preferred choice for multinational projects.
Ensuring you always get the best results with verified expertise.
Years of Experience
Global Projects
Patent Certificates
Quality Assurance
Installations Worldwide
China's manufacturing sector has evolved from a volume-based model to a quality-driven, high-tech powerhouse. At SinaEkato, our "Factory 4.0" approach involves modular assembly, precision welding, and robotic-assisted finishing. This allows for On-Time Delivery even for highly customized large-scale mixing tanks with complex agitator configurations.
With deep roots in the industrial heart of China, we leverage a robust ecosystem of raw material suppliers and high-precision component manufacturers. This resilience ensures that even during global logistics disruptions, our production lines remain active, providing Effective Performance and reliable project timelines for our international partners.
Certified Quality: Patent / CE / ISO9001 / Stainless Steel 316L

High-shear homogenization for cosmetic skincare production.

Optimized for rapid dissolution and stable mixing.

Precision filtration and chilling for premium fragrances.
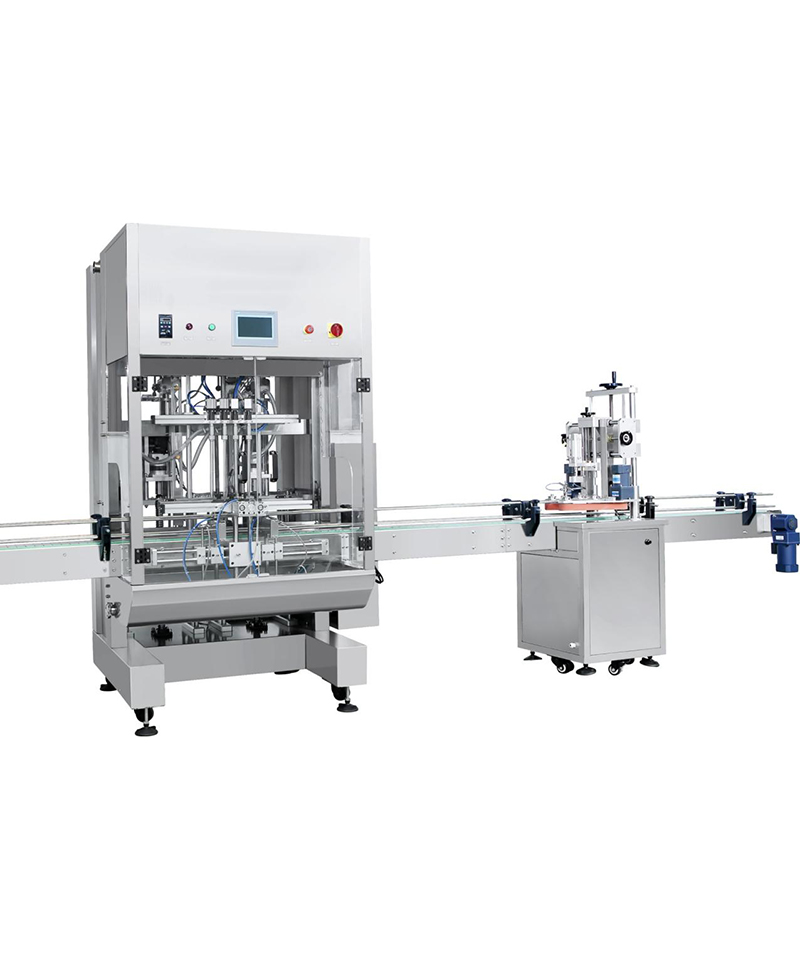
Automated solutions for diverse viscosity liquids.

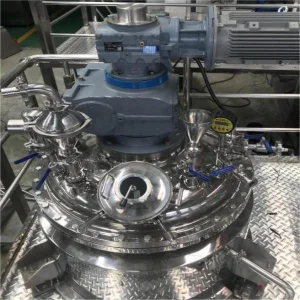
Stainless steel 316L tanks with custom agitators.

Perfect for pharmaceutical and cosmetic pastes.

Industrial purification systems for ultra-pure water.

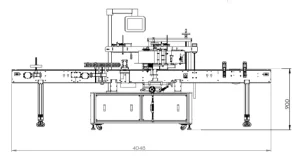
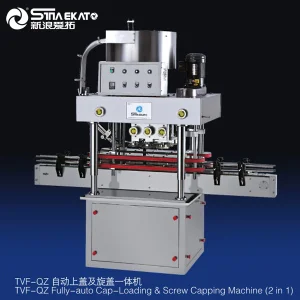
End-to-end packaging efficiency for global shipping.

Vacuum emulsifying mixers are essential for creating stable lotions, face creams, and foundations. Our technology ensures particle sizes are reduced to the micron level for a premium skin feel.
Precision and sterility are paramount. Our 5L lab-scale mixers and 100L production tanks are designed to meet GMP guidelines for ointments and syrups.
From dish soap to high-viscosity detergents, our liquid-washing agitator tanks provide high-torque mixing solutions to handle complex surfactant blends.

UK Project

Japan Project

Dubai Project

Belgium Project












A milestone achievement dispatching customized mixers to the African market.

From design to customization, how we support global beauty brands.

New high-precision system for R&D and small-batch production.