In the current global economic climate, New Zealand stands as a unique hub for premium export goods, particularly in the dairy, honey (Manuka), nutraceuticals, and high-end skincare sectors. Factories across Auckland, Christchurch, and Hamilton are increasingly seeking Packing Machine Series that don't just "wrap products" but ensure the integrity, shelf-life, and regulatory compliance required for international markets like China, the EU, and North America.
Our research into New Zealand factories indicates a shift towards Agile Manufacturing. Kiwi SMEs require versatile machines that can handle short-run artisanal batches alongside high-speed production for bulk exports. The emphasis is on stainless steel 316L construction, GMP compliance, and easy-clean designs (CIP/SIP) to meet the stringent MPI (Ministry for Primary Industries) standards.
Global buyers are no longer just looking at the sticker price. They are evaluating the TCO (Total Cost of Ownership). Key metrics now include Energy Efficiency (kW/h per unit), Carbon Footprint of the machinery, and the presence of Remote Diagnostic Tools. Our Packing Machine Series integrates IoT sensors that allow New Zealand engineers to monitor machine health in real-time, reducing downtime by up to 35%.
As a leading Packing Machine Factory, we provide total plant integration. This involves:
The future of Packing Machine Series in New Zealand factories is rooted in three technological pillars:
A. AI-Enhanced Vision Systems: Automated rejection of faulty seals or incorrect labeling using high-speed cameras, ensuring 100% QA for high-value exports like Manuka Honey.
B. Sustainable Material Compatibility: New Zealand's commitment to plastic reduction means our machines are now optimized for compostable films, recyclable mono-materials, and paper-based sachets.
C. Robotic Integration (Industry 4.0): We are transitioning from simple pneumatic systems to full servo-motor control, allowing for "recipe-based" changeovers that take minutes instead of hours.
Implemented a full automatic glass PET bottle rinser and washer line for a leading North Island dairy exporter, achieving 99.8% sterilization efficiency.
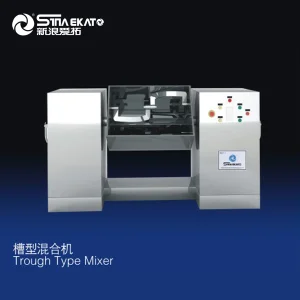
Customized V-shape chemical mixers for a pharmaceutical laboratory, meeting RANZ (Regulatory Agency New Zealand) equipment guidelines.
Equipped a Manuka honey facility with induction sealing and high-speed sachet packing machines optimized for high-viscosity liquids.
All our machinery for the NZ market is manufactured to meet AS/NZS 3000 electrical standards. We provide comprehensive safety guarding and emergency stop systems that comply with local WorkSafe machinery safety guidelines.
Yes, we provide both remote video FAT (Factory Acceptance Testing) and on-site installation assistance. We have partnered with local engineering firms in Auckland and Christchurch for ongoing maintenance support.
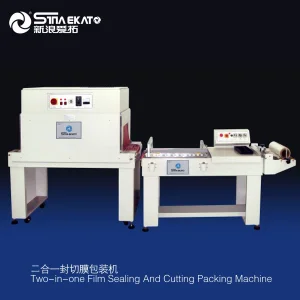
Absolutely. Our latest TVF-QZ series is designed with precision temperature control and adjustable sealing pressure to handle delicate bio-films and recyclable paper-based materials used by eco-conscious Kiwi brands.
Standard production takes 30-45 days, with sea freight to Port of Auckland or Lyttelton typically taking an additional 20-25 days. We provide real-time tracking and export wooden packing to ensure safe transit.
Consult with our senior engineers for a customized packaging solution today.
Send Inquiry Now